Hey,
Still fairly new to this hobby and have lots of ideas but I've got a snag with a few prints now and was hoping someone could help me work out what I'm doing wrong.
The project is small trays for a custom advent calendar but as you can see the corner on the second picture has lifted massively.
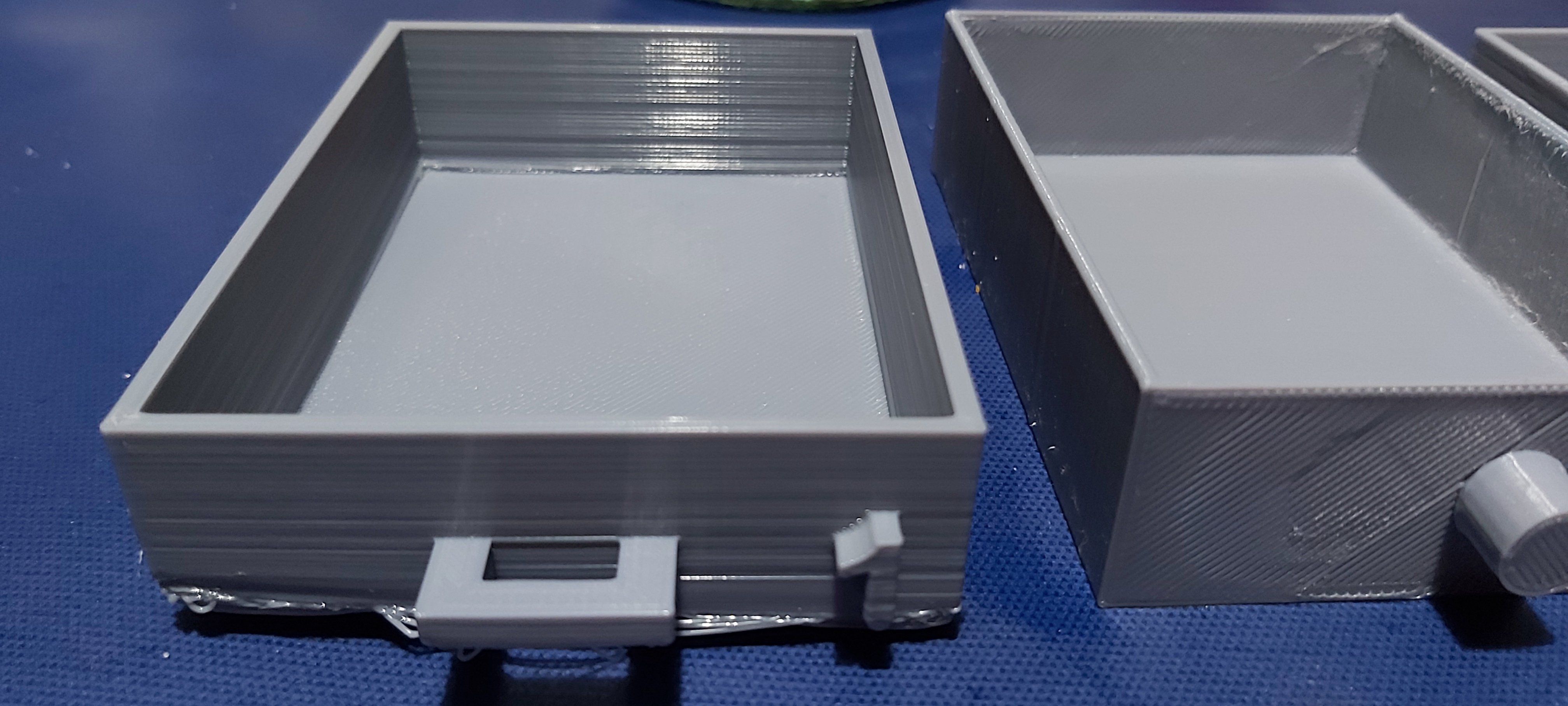
This has happened before with a different print too and I never solved that issue either.
Using an Ender 3 Pro with some generic filament from amazon, hot end at 200C (goes stringy any higher), bed was 50C for this print I think.
Any help would be wonderful :)
