37
What's causing this pattern on my first layer?
(sh.itjust.works)
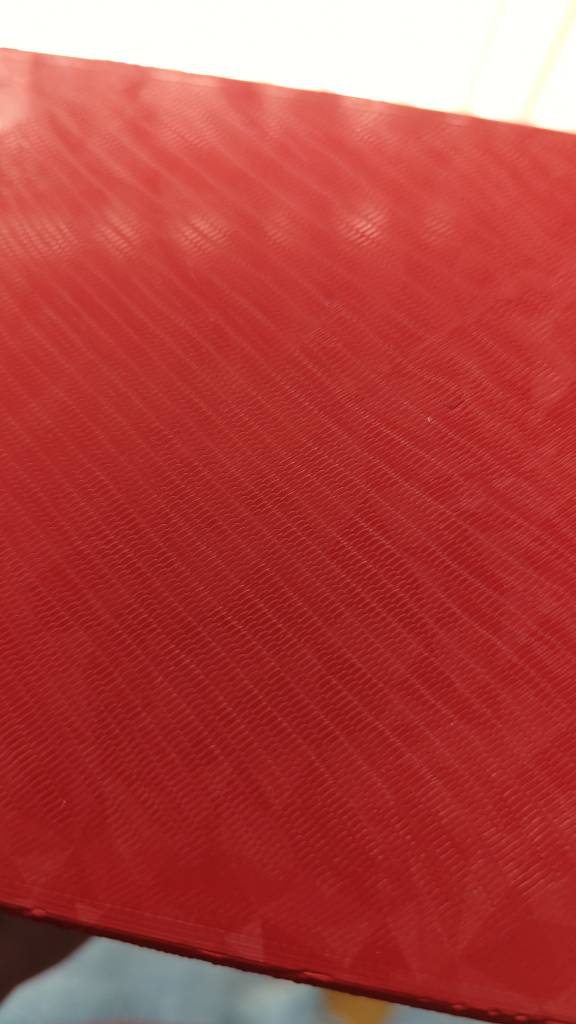
I'm printing with PLA on a "PEO" print bed (really a textured PEI), on my heavily modified ender 3, and there's a pattern on the bottom of my first layer that I'm trying to get rid of. The top of the first layer looks fine, and changing the z offset in either direction doesn't help. I've also tried slowing down the print speed because I thought the extruder might be skipping, but I'm still seeing it at 10mm/s. Any idea what could be causing it, and how to get rid of it?
Pic: https://sh.itjust.works/pictrs/image/31cd6cef-16de-47b3-995f-197f7d0b432d.jpeg
Edit: the first layer went down from the bottom left to the top right, but the pattern I'm seeing is perpendicular to the extruder path