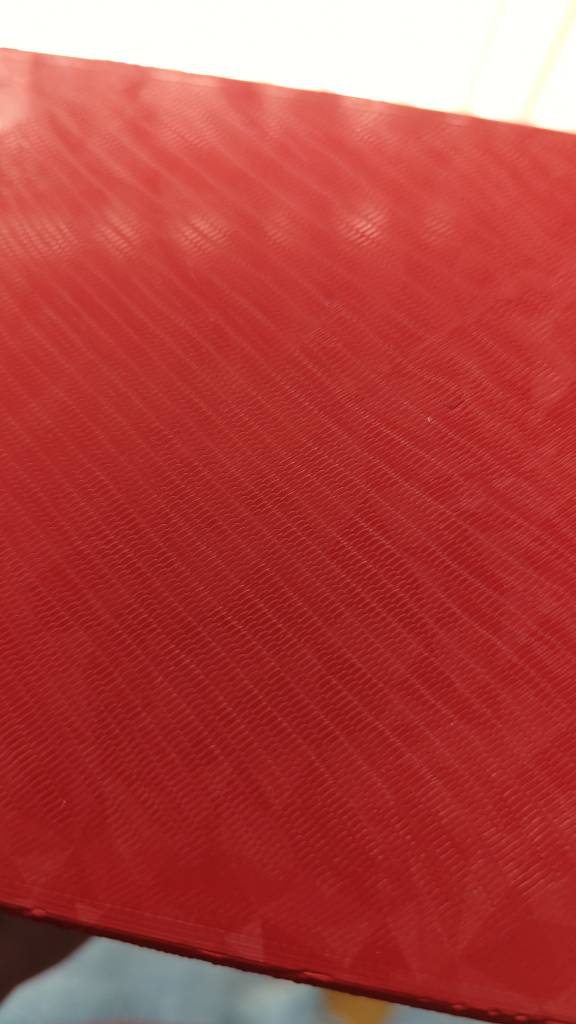
I'm printing with PLA on a "PEO" print bed (really a textured PEI), on my heavily modified ender 3, and there's a pattern on the bottom of my first layer that I'm trying to get rid of. The top of the first layer looks fine, and changing the z offset in either direction doesn't help. I've also tried slowing down the print speed because I thought the extruder might be skipping, but I'm still seeing it at 10mm/s. Any idea what could be causing it, and how to get rid of it?
Pic: https://sh.itjust.works/pictrs/image/31cd6cef-16de-47b3-995f-197f7d0b432d.jpeg
Edit: the first layer went down from the bottom left to the top right, but the pattern I'm seeing is perpendicular to the extruder path
McConnell already blocked Trump's ally from becoming the senate majority leader. The new leader is someone who criticized Trump for Jan 6, among other things.